
For further assistance
Call us on 01992 238 314
Or email us on [email protected].
We work with a portfolio of leading manufacturers.

ENERGY WASTE

Compressed air is one of those utilities that tends to get overlooked until something goes wrong.
It powers tools, moves products, supports critical processes and protects air quality across a huge range of industrial and manufacturing environments. It also tends to run continuously, sit in the background and never quite make it to the top of the energy audit list.
That’s a problem – because the numbers are significant.
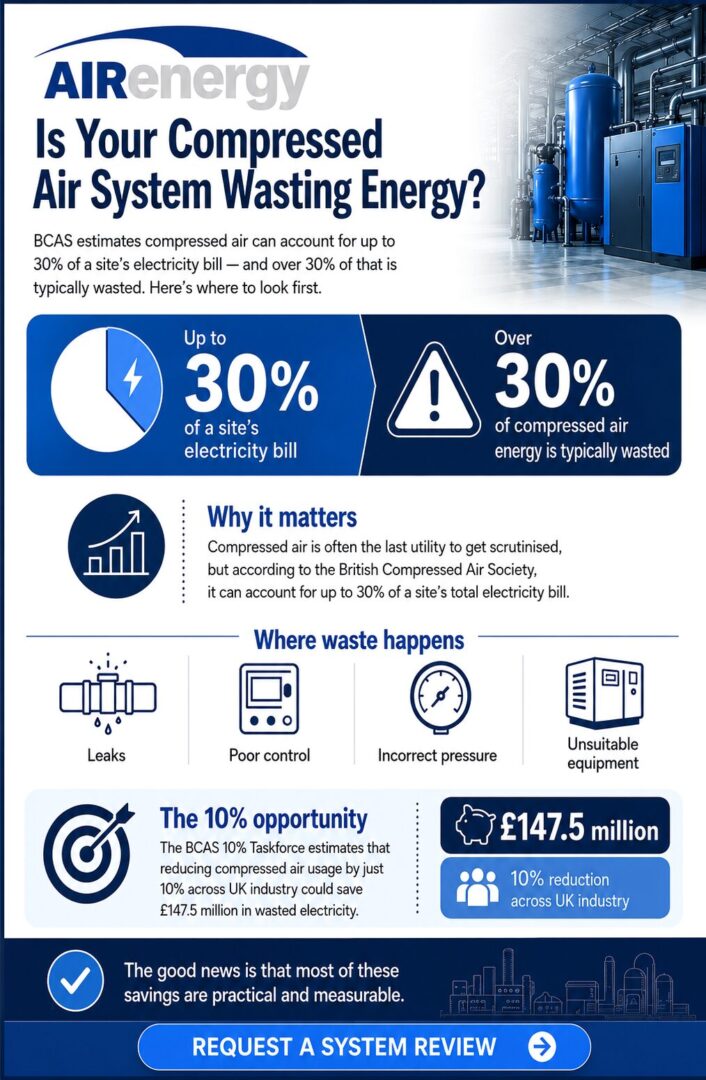
The British Compressed Air Society, through its 10% Taskforce campaign, has put the scale of the opportunity plainly. Compressed air can represent as much as 30% of a site’s total electricity bill. Its campaign encourages UK businesses to reduce compressed air energy usage by 10% – and on BCAS’s figures, doing so across industry could save £147.5 million in wasted electricity costs.
More telling still: BCAS estimates that over 30% of compressed air energy is wasted through inefficient practices – leaks, poor control, inappropriate pressure, unsuitable equipment and poor system design. For manufacturers working to control energy costs and reduce carbon impact, compressed air is a logical place to focus.
10% TASKFORCE
The BCAS Taskforce groups its case studies into practical themes: fixing leaks, controlling air better, designing the system correctly, specifying equipment properly, recovering heat and managing air downstream.
These aren’t abstract categories. They’re the areas where real sites – with real systems and real production pressures – have already found measurable savings.
A compressed air leak is easy to live with. The system still works. Pressure holds. Operators adjust. But the compressor is generating air that never reaches the process – and you’re paying for every cubic metre of it.
One BCAS case study makes the point directly. A carpet manufacturer in the North of England knew it had audible leaks. A survey identified 40 of them, the largest registering at 89dB. After two days of repair work, the customer spent just over £3,020 and achieved estimated annual savings of around £36,785 at £0.12/kWh.
Leaks aren’t background noise. They’re lost energy, lost money and, in high-pressure systems, a potential safety issue. A structured leak detection programme gives teams the data to prioritise repairs and stop the compressor from generating air that is never used.
Poor control is less visible than a leak but just as costly. In another BCAS case study, a large crisp manufacturer was running seven compressors of different ages – all above 110kW – with no central control. Machines running offload were generating around £25,000 of non-productive waste.
After data logging identified the control gaps, a central controller was introduced so compressors across different areas of the factory could sequence and share demand properly. The site moved from running seven compressors to a combination of three. Predicted annual running costs fell by 45%.
The issue wasn’t the machines. It was the way the system was responding – or not responding – to what the site actually needed.
For larger sites, this is often where the most significant savings are found. Data logging and control reviews reveal whether compressors are loading, unloading and sequencing efficiently, or whether energy is being wasted simply keeping capacity available.
As much as 95% of the energy consumed by a compressor is converted to heat. Unless that heat is captured, it goes to atmosphere.
A BCAS case study involving a construction materials company illustrates the opportunity. The site required a 315kW compressed air process and needed to pre-heat water to a constant temperature. Significant heat from the compressors was being wasted. Heat exchangers and a closed-loop water system were installed to capture that waste heat and reduce gas boiler use. The project paid back within a year.
Not every site has a suitable heat demand nearby, but where there’s a genuine application, the savings can be substantial – and the payback period relatively short.
ENGINEERING AT AIR ENERGY
The BCAS case studies establish what’s possible. Our own projects show what it takes in practice – and why system thinking matters more than component selection.
At Rotable Repairs, a specialist aircraft component repair station, growing production demand had turned the existing compressed air and nitrogen infrastructure into a constraint. Capacity was insufficient, equipment was ageing, redundancy was limited and inefficiency was adding to energy costs.
The solution wasn’t a like-for-like compressor swap. Air Energy designed and delivered a fully integrated compressed air and nitrogen system, including duty/standby CompAir compressors, air treatment, nitrogen generation, high-pressure boosting and redundancy built across critical processes – delivered across multiple phases with zero production downtime. The outcome was increased production capacity, improved process control and reduced energy consumption. That’s what happens when a system is engineered around how a site actually works, rather than built around what was already there.
At BBC Studios and Post Production’s Elstree site, the requirement was unusual. The team needed clean, dry, portable compressed air to power air skates – used to move heavy audience seating platforms without damaging the studio floor.
There was no existing specification to follow and no direct precedent. Air Energy started with an audit: platform weights, required lift pressures, peak air demand. Units were trialled on site before a compact CompAir airstation was selected.
This kind of groundwork matters on any project. Oversizing wastes energy and capital. Undersizing creates performance problems and reliability risk. Misunderstanding the demand profile leads to a system that doesn’t quite fit the way the site actually runs. The right specification comes from understanding what the air needs to do – not just what the compressor can produce.
Energy is the dominant part of compressed air lifecycle cost, but it isn’t the only cost. Poor planning around installation can also create avoidable expense and downtime.
At Makevale, the challenge was straightforward on the surface – an ageing compressor needed replacing – but the existing housing had been built around the old machine. A standard replacement wouldn’t fit without structural work and re-piping, at a cost of more than £10,000, plus downtime to the main air supply.
Air Energy supplied a fully assembled containerised CompAir compressor solution, built offsite and delivered ready to connect. No construction. No re-piping. More than £10,000 in costs avoided. The CompAir L45’s high-output airend and slow rotational speed also contributed to reduced running costs – but the most immediate saving came from getting the installation right.
Efficiency isn’t only about kilowatt ratings. It’s about designing the right solution for the site, the space and the operational constraints.
OPPORTUNITY INTO ACTION
BCAS’s 10% Taskforce gives industry a useful benchmark. For many sites, reaching it doesn’t require a major capital project.
It requires understanding where energy is currently going. That might mean starting with a compressed air audit, ultrasonic leak detection, data logging, a pressure and control review, or a compressor sequencing assessment.
For sites with heat demand nearby, a heat recovery feasibility review. For sites planning growth or replacement, a full system design and specification review.
The starting point is moving from assumption to evidence. A system can appear to be working while still wasting energy. It can maintain pressure while masking leaks.
It can support production while running harder than it needs to – or at the wrong pressure for the actual demand.
To download this infographic as a pdf, click here
We help industrial customers assess compressed air systems as working environments – not isolated machines. That means looking at how air is generated, controlled, treated, distributed and used, then identifying where waste, risk or inefficiency can be reduced.
Sometimes the priority is leak detection. Sometimes it’s better control. Sometimes it’s a new system designed around the way production actually works. The right answer depends on the site, the demand profile and what the data shows.
The 10% opportunity isn’t just a national campaign target. For many manufacturers, it’s a practical route to lower energy bills, stronger reliability and better long-term system performance.
If your compressed air system hasn’t been reviewed recently – or if rising energy costs, persistent leaks, pressure problems or ageing equipment are becoming a concern – speak to our engineering team. We can help you identify where the waste is and what’s worth tackling first.
Call us on 01992 238 314
Or email us on [email protected].
We work with a portfolio of leading manufacturers.
Practical guidance on reliability, efficiency and compliance for compressed air, vacuum and nitrogen systems.

Enter your details below to save your shopping cart for later.